








Źródło: www.intechopen.com/books/solar-cells/industrial-silicon-solar-cells
Mehul C. Raval i Sukumar Madugula Reddy
Zgłoszono: 4 października 2018 Zrecenzowano: 29 stycznia 2019 Opublikowano: 15 maja 2019
DOI: 10.5772/intechopen.84817
Abstrakcyjny
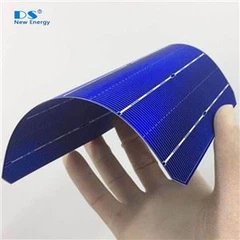
W rozdziale zostaną przedstawione technologie produkcji przemysłowych krzemowych ogniw słonecznych wraz z ich obecnym stanem. Komercyjne struktury ogniw słonecznych typu p i wysokowydajne ogniwa słoneczne typu n zostaną omówione i porównane, aby czytelnik mógł uzyskać przewagę nad przemysłowymi ogniwami słonecznymi. Przedstawiono krótki przegląd różnych etapów procesu, od teksturowania po metalizację metodą sitodruku. Procesy teksturowania płytek krzemowych monokrystalicznych i multikrystalicznych zostały sprawdzone pod kątem najnowszych procesów. Przedstawiono przegląd procesów termicznych dyfuzji i osadzania powłok antyrefleksyjnych. Ugruntowany proces sitodruku do metalizacji ogniw słonecznych został wprowadzony wraz z etapem szybkiego spiekania styków. Wprowadzenie IV testów ogniw słonecznych o różnych parametrach do charakteryzacji ogniw słonecznych. Omawiane są również najnowsze osiągnięcia w różnych procesach i produkcji sprzętu, a także oczekiwane przyszłe trendy. .
Słowa kluczowe
krzem
ogniwa słoneczne
produkcja
wielokrystaliczny
monokrystaliczny
teksturowanie
1. Wstęp
Fotowoltaika to ważne odnawialne źródło energii, które gwałtownie wzrosło z 8 GW w 2007 r. do 400 GW w 2017 r. [1]. Wraz ze wzrostem popytu, koszt systemu fotowoltaicznego również znacznie spadł z 35,7 $/Wpin 1980 do 0,34 $/Wpin 2017, przyspieszając jego przyjęcie [2]. Krzem (Si), który jest ważnym materiałem w przemyśle mikroelektronicznym, jest również szeroko stosowanym materiałem masowym do ogniw słonecznych od lat 50. XX wieku z udziałem w rynku wynoszącym>90% [2]. W rozdziale zostaną przedstawione typowe etapy produkcji komercyjnych krzemowych ogniw słonecznych. Krótka historia ogniw słonecznych i przegląd rodzaju podłoży krzemowych wraz z różną architekturą ogniw słonecznych zostaną przedstawione w sekcjach 2 i 3. Następnie, etapy chemii mokrej i wysokiej temperatury stosowane w produkcji zostaną opisane w sekcjach 4 i 5. W rozdziale 6 omówiony zostanie proces metalizacji wraz z typowymi parametrami charakteryzującymi komercyjne ogniwa słoneczne. Na koniec, w końcowej części omówione zostaną przyszłe plany i oczekiwane trendy.
2. Ewolucja ogniw słonecznych
„Efekt fotowoltaiczny” dosłownie oznacza wytwarzanie napięcia pod wpływem światła. Zjawisko to po raz pierwszy zaobserwował francuski fizyk Edmund Becquerel na ogniwie elektrochemicznym w 1839 r., podczas gdy brytyjscy naukowcy WGAdams i REDay zaobserwowali je na urządzeniu półprzewodnikowym wykonanym z selenu w 1876 r. [3]. Od lat pięćdziesiątych nastąpił szybki postęp w wydajności komercyjnych ogniw słonecznych z<1% do="">23% [2], a krzem jest „koniem roboczym” przemysłu fotowoltaicznego od tego czasu następnie. Ewolucję krzemowych ogniw słonecznych pokazano na rysunku 1.

Rysunek 1.Ewolucja krzemowych ogniw słonecznych. (a) 1941: Ogniwo słoneczne zgłoszone z wrastającym złączem, (b) 1954: Złącze pn ogniwa słonecznego utworzone z dyfuzją domieszki, (c) 1970: Ogniwo fioletowe z aluminiowym polem na tylnej powierzchni, (d) 1974: Czarne ogniwo z powierzchnia teksturowana chemicznie [3].
Pierwsze krzemowe ogniwa słoneczne zademonstrowane przez Russella Ohla z Bell Laboratories w latach 40. XX wieku były oparte na naturalnych połączeniach powstałych w wyniku segregacji zanieczyszczeń podczas procesu rekrystalizacji [3]. Ogniwa miały sprawność<1% ze="" względu="" na="" brak="" kontroli="" nad="" lokalizacją="" złącza="" i="" jakością="" materiału="" krzemowego.="" nomenklatura="" do="" nazewnictwa="" regionów="" (typ="" p:="" strona="" oznaczająca="" oświetlenie="" i="" typ="" n:="" druga="" strona)="" podana="" przez="" ohla="" jest="" od="" tego="" czasu="" używana="" w="" konwencjach="" nazewnictwa="" ogniw="">
W latach pięćdziesiątych nastąpił szybki rozwój wysokotemperaturowego procesu dyfuzji domieszek w krzemie. Person, Fuller i Chaplin z Bell Laboratories wykazali sprawność 4,5% ogniwa słonecznego z domieszką litową, która poprawiła się do 6% dzięki dyfuzji boru. Ogniwo słoneczne miało strukturę „zawiniętą” (Rysunek 1(b)) z obydwoma stykami z tyłu, aby uniknąć strat cieniowania, ale doprowadziło to do wyższych strat rezystancyjnych ze względu na konstrukcję owiniętą. Do 1960 roku struktura komórki ewoluowała, jak pokazano naRysunek 1(c). Ponieważ aplikacja dotyczyła eksploracji kosmosu, zastosowano podłoże o wysokiej rezystywności 10 Ω cm, aby uzyskać maksymalną odporność na promieniowanie. Po obu stronach zastosowano styki naparowane próżniowo, natomiast po stronie przedniej (FS) zastosowano powłokę z tlenku krzemu jako powłokę antyrefleksyjną (ARC) [3].
Na początku lat 70. stwierdzono, że spiekanie aluminium na tylnej stronie poprawiło wydajność ogniwa, tworząc silnie domieszkowaną powierzchnię graniczną znaną jako „pole powierzchni tylnej (Al-BSF)” i pochłanianie zanieczyszczeń [3]. Al-BSF zmniejsza rekombinację nośników po stronie tylnej, a tym samym poprawia napięcie i odpowiedź widmową na długich falach. Zastosowanie drobniejszych i blisko rozstawionych palców zmniejszyło wymagania dotyczące domieszkowania połączeń i wyeliminowało martwą warstwę. ARC dwutlenku tytanu (TiOx), a jego grubość została dobrana tak, aby zmniejszyć odbicie dla krótszych długości fal i nadać ogniwom słonecznym fioletowy wygląd. Dalsze ulepszenie zostało dokonane przez teksturowanie wafli przy użyciu anizotropowego trawienia (100) wafli w celu odsłonięcia (111) powierzchni. Teksturowanie doprowadziło do lepszego zatrzymywania światła i nadało komórkom wygląd ciemnego aksamitu. Ulepszoną architekturę komórki pokazano naRysunek 1(d). W 1976 roku Rittner i Arndt zademonstrowali naziemne ogniwa słoneczne o wydajności zbliżonej do 17% [3].
Ogniwo słoneczne z pasywowanym emiterem (PESC) osiągnęło kamień milowy w postaci 20% wydajności w latach 1984-1986. Powierzchnia kontaktu metal/krzem wynosiła tylko 0,3% w ogniwach PESC, podczas gdy dwuwarstwowy ARC ZnS/MgF2zastosowano w obu strukturach komórkowych. W 1994 roku zademonstrowano pasywny emiter tylny lokalnie rozproszony (PERL) o wydajności 24% [3]. W porównaniu z ogniwem PESC, ogniwo PERL miało odwrócone piramidy na FS dla lepszego wychwytywania światła i pasywacji opartej na tlenkach po obu stronach. Warstwa pasywacji tlenkowej na tylnej stronie poprawiła również wewnętrzny współczynnik odbicia długich fal, a tym samym odpowiedź widmową.
Oprócz ewoluujących architektur ogniw słonecznych nastąpił również ciągły rozwój w dziedzinie produkcji pod względem zwiększonej przepustowości, ulepszonych etapów procesu i obniżonych kosztów. Krótki przegląd produkcji podłoży krzemowych i różnych typów ogniw słonecznych podano w następnej sekcji.
3. Komercyjne technologie krzemowych ogniw słonecznych
Si jest drugim po tlenie najbardziej rozpowszechnionym materiałem na ziemi i jest szeroko stosowany w przemyśle półprzewodników. Krzem metalurgiczny (Mg-Si) o czystości 98% otrzymuje się przez ogrzewanie kwarcu (SiO2) z węglem w wysokich temperaturach 1500-2000 [4]. Mg-Si jest dalej oczyszczany w celu uzyskania kawałków krzemu klasy słonecznej o czystości 99,99%. Oczyszczone kawałki krzemu klasy słonecznej są następnie przetwarzane dalej w celu uzyskania monokrystalicznych i multikrystalicznych postaci wlewków krzemu, które są dużą masą krzemu. W monokrystalicznym Si atomy są ułożone w tej samej orientacji kryształów w całym materiale. W przypadku ogniw słonecznych preferowana jest orientacja (100), ponieważ można ją łatwo teksturować w celu zmniejszenia odbicia powierzchniowego [5]. Multikrystaliczny Si, jak sama nazwa wskazuje, ma wiele ziaren materiału Si o różnych orientacjach, w przeciwieństwie do podłoży monokrystalicznych. Materiał monokrystaliczny ma dłuższą żywotność nośnika mniejszościowego w porównaniu do multikrystalicznego Si, a tym samym wyższą wydajność ogniw słonecznych dla danej technologii ogniw słonecznych.
Metodę Czochralskiego (Cz) wytwarzania monokrystalicznych wlewków Si zilustrowano na rysunku 2(a). Stopiony krzem o wysokiej czystości z domieszką jest utrzymywany powyżej temperatury topnienia, a następnie bardzo wolno wyciąga się kryształ zaszczepiający, aby uzyskać wlewek o średnicy nawet 300 mm i długości 2 m [6]. Stopiony krzem może być domieszkowany domieszkami typu p lub n w celu uzyskania określonego typu monokrystalicznego wlewka Si o masie do 200 kg [2]. Wafle wycięte z wlewków mają okrągłe krawędzie, stąd kształt nazywany jest „psuedo kwadratem”. Wielokrystaliczne wlewki krzemowe są wytwarzane przez topienie krzemu o wysokiej czystości i krystalizację ich w dużym tyglu w procesie kierunkowego krzepnięcia [7], jak pokazano na rysunku 2 (b). Proces nie ma referencyjnej orientacji kryształu, jak proces Cz, a zatem tworzy materiał krzemowy o różnych orientacjach. Obecnie wielokrystaliczne wlewki Si ważą>800kg [2], które są następnie cięte na cegły, a wafle dalej piłowane.
Obecny rozmiar płytek monokrystalicznych i multikrystalicznych do produkcji ogniw słonecznych wynosi 6 cali × 6 cali. Powierzchnia wafli monokrystalicznych będzie nieco mniejsza ze względu na kształt pseudokwadratowy. Najszerzej stosowanym materiałem bazowym do produkcji ogniw słonecznych są podłoża Si domieszkowane borem typu p. Podłoża Si typu N są również stosowane do wytwarzania ogniw słonecznych o wysokiej wydajności, ale wiążą się z dodatkowymi wyzwaniami technicznymi, takimi jak uzyskanie jednolitego domieszkowania wzdłuż wlewka w porównaniu z podłożami typu p.
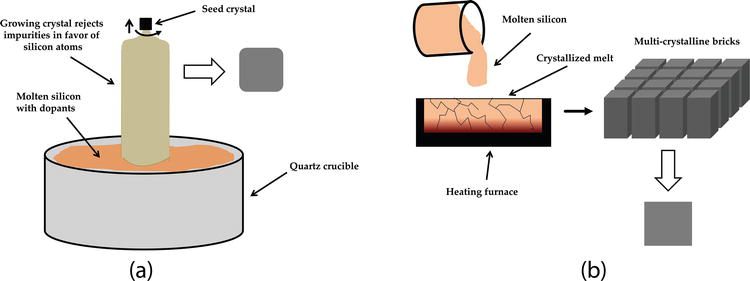
Rysunek 2. Ilustracja procesu (a) Cz dla wlewków monokrystalicznych oraz (b) procesu kierunkowego krzepnięcia dla wlewków multikrystalicznych.
Szeroką klasyfikację różnych typów ogniw słonecznych wraz z zakresami wydajności pokazano na rysunku 3. Standardowa technologia aluminiowej powierzchni tylnej (Al-BSF) jest jedną z najpopularniejszych technologii ogniw słonecznych, biorąc pod uwagę jej stosunkowo prosty proces produkcyjny. Opiera się na pełnym osadzeniu tylnej strony (RS) Al w procesie sitodruku i tworzeniu ap+BSF, który pomaga odpychać elektrony od tylnej strony podłoża typu p i poprawia wydajność ogniwa. Przebieg produkcji ogniw słonecznych Al-BSF pokazano na rysunku 4. Standardowa konstrukcja komercyjnych ogniw słonecznych ma wzór siatki FS i pełnopowierzchniowe styki RS.
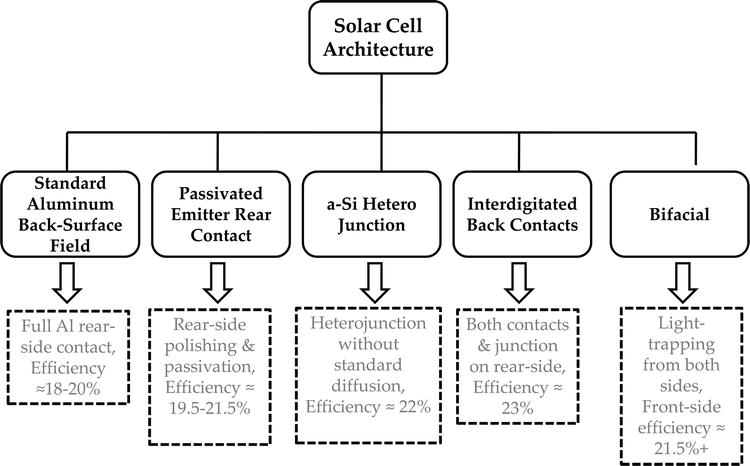
Rysunek 3. Szeroka klasyfikacja różnych typów ogniw słonecznych.

Rysunek 4. Przepływ produkcji ogniw słonecznych Al-BSF.
Ogniwo słoneczne z pasywowanym emiterem z tylnym stykiem (PERC) poprawia architekturę Al-BSF poprzez dodanie warstwy pasywacji tylnej strony w celu poprawy pasywacji tylnej strony i wewnętrznego odbicia. Tlenek glinu jest odpowiednim materiałem do pasywacji RS ze średnią wydajnością ogniw słonecznych bliską 21% uzyskaną w produkcji [8]. Istniejącą linię ogniw słonecznych Al-BSF można rozbudować do procesu PERC za pomocą dwóch dodatkowych narzędzi (osadzanie warstwy pasywacyjnej RS i laser do zlokalizowanego otwierania styków na RS).
Pozostałe trzy architektury ogniw to głównie technologie o wyższej wydajności oparte na podłożach Si typu n. Ogniwo słoneczne z heterozłączem a-Si ma warstwy a-Si na FS i RS podłoża Si typu n, tworząc „heterozłącza”, w przeciwieństwie do konwencjonalnego złącza pn opartego na dyfuzji wysokotemperaturowej. Taka technologia umożliwia obróbkę w niższych temperaturach, ale jest bardzo wrażliwa na jakość połączeń powierzchniowych. Ogniwo słoneczne z heterozłączem na bazie a-Si zostało wyprodukowane komercyjnie przez Sanyo Electric, które jest obecnie przejęte przez Panasonic [9]. W konstrukcji ogniwa słonecznego ze stykiem wielocyfrowym (IBC) oba styki znajdują się z tyłu, eliminując straty zacienienia styków FS. Zazwyczaj w przypadku ogniw słonecznych IBC, złącze będzie również zlokalizowane z tyłu. Jednym z pierwszych producentów wysokowydajnych ogniw słonecznych IBC typu n jest SunPower Corporation [10]. Ogniwa bifacial, jak sama nazwa wskazuje, mogą przechwytywać światło z obu stron ogniw słonecznych. Oznacza to, że tylna strona ma również styki w kształcie siatki, aby umożliwić zbieranie światła. Przykładem technologii bifacial jest ogniwo słoneczne BiSON opracowane i skomercjalizowane przez ISC, Konstanz [11]. Należy zauważyć, że wskazana klasyfikacja nie jest wyczerpującą listą różnych innych typów architektur ogniw słonecznych, które są w fazie R&i D, bliskie komercjalizacji lub są już produkowane. Kolejne sekcje zawierają przegląd etapów procesu wytwarzania ogniw słonecznych Al-BSF.
4. Procesy chemii mokrej do produkcji ogniw słonecznych
Obróbka oparta na chemii na mokro jest ważnym krokiem w przetwarzaniu ogniw słonecznych w celu usunięcia uszkodzeń po cięciu (SDR) wafli pociętych, teksturowania powierzchni w celu zwiększenia absorpcji wchodzącego promieniowania słonecznego i izolacji krawędzi po procesie dyfuzji. Jak omówiono w poprzednim rozdziale, do produkcji ogniw słonecznych wykorzystywane są głównie monokrystaliczne i multikrystaliczne wafle krzemowe. W dalszej części zostanie omówione przetwarzanie w oparciu o chemię mokrą dla poszczególnych rodzajów wafli.
4.1 Teksturowanie płytek krzemu monokrystalicznego
Jak wskazano w sekcji 2, rozwój ogniw słonecznych rozpoczął się przede wszystkim od płytek monokrystalicznych, a zatem wykorzystywał ugruntowane metody z dziedziny mikroelektroniki. Alkaliczne trawienie anizotropowe na bazie KOH/NaOH stosuje się do teksturowania piramidalnego wafli monokrystalicznych. Wafel monokrystaliczny w stanie surowym ma średni ważony współczynnik odbicia> 30% (przy długości fali 300–1200 nm), który zmniejsza się do 11–12% po procesie teksturowania. Typowa morfologia alkalicznej teksturowanej powierzchni jest pokazana na Rysunku 5. Anizotropowy roztwór do trawienia wytrawia (100) powierzchnię płytek w celu odsłonięcia powierzchni (111), które mają większą gęstość atomów krzemu, a zatem wolniejsze tempo trawienia w porównaniu do ( 100) twarze. Powoduje to powstanie losowych struktur piramidalnych, które tworzą kąt 54,7° w stosunku do powierzchni wafla.

Rysunek 5.Typowa morfologia powierzchni alkalicznej teksturowanej płytki monokrystalicznej.
Typowe parametry procesu teksturowania alkalicznego przedstawiono w Tabeli 1. Należy zauważyć, że wartości różnych parametrów mają charakter orientacyjny i nie należy ich traktować jako bezwzględne, ponieważ na rynku jest wielu producentów dodatków. Alkohol izopropylowy (IPA) był początkowo stosowany jako dodatek do roztworu teksturującego, który nie bierze udziału w reakcji trawienia, ale działa jako środek zwilżający w celu poprawy jednorodności procesu teksturowania poprzez zapobieganie przyleganiu bąbelków H2 (powstających podczas reakcji) do powierzchni silikonowej [12]. Jednak do 2010 r. IPA został stopniowo zastąpiony alternatywnymi dodatkami ze względu na wady, takie jak niestabilne stężenie, ponieważ temperatura kąpieli jest zbliżona do temperatury wrzenia IPA (82,4 ° C), wysokie koszty, wysokie zużycie, zagrożenia dla zdrowia i wybuchowość [12]. Wiele grup opublikowało prace rozwojowe mające na celu zastąpienie IPA alternatywnymi dodatkami, aby przezwyciężyć wady IPA, zwiększyć okno procesu i zmniejszyć współczynnik odbicia powierzchni [12,13,14,15,16]. Dodatki skracają również czas przetwarzania do<10 minut="" i="" wydłużają="" żywotność="" kąpieli="" do="">100 przebiegów.
Proces
KOH/IPA
KOH/dodatek
KOH (%) | 3 | & lt;3 |
IPA (%) | 6 | — |
Dodatek (%) | — | & lt;2 |
Temperatura procesu [°C] | & g;80 | 70–100 |
Wielkość piramidy [μm] | 5–12 | 2–7 |
Czas procesu [min] | 30–40 | 5–10 |
Zawartość organiczna [% wag.] | 4–10 | & lt;1,0 |
Temperatura wrzenia [°C] | 83 | & g;100 |
Żywotność kąpieli | & lt;15 | & g;100 |
Tabela 1. Parametry procesu dla alkalicznego teksturowania płytek monokrystalicznych na bazie IPA i dodatków.
Proces teksturowania wafli monokrystalicznych jest zwykle wykonywany w „partiach”, co oznacza, że wafle są ładowane na nośnik ze szczelinami do przechowywania wafli (100 szczelin w nośniku), a następnie partia jest przetwarzana sekwencyjnie w kąpielach dla teksturowanie, czyszczenie, etapy obróbki mające na celu usunięcie pozostałości organicznych i zanieczyszczeń metalami oraz suszenie przetworzonych wafli. Nośniki są zazwyczaj powlekane PVDF, który ma bardzo dobrą odporność na różne chemikalia, ścieranie i zużycie mechaniczne. Typowy nośnik do obsługi wafli monokrystalicznych pokazano na rysunku 6. Narzędzie do teksturowania wsadowego ma dedykowane wanny dla każdego etapu ze zbiornikami dozującymi chemikalia stosowane w kąpieli. Narzędzie przetwarza wiele nośników jednocześnie i może osiągnąć przepustowość&6000 wafli/h przy jednoczesnej obróbce czterech nośników.

Rysunek 6. Nośniki do ładowania wafli w narzędziu wsadowym. Źródło: RCT solutions GmbH.
4.2 Teksturowanie płytek krzemu wielokrystalicznego
Wafle multikrystaliczne oferują przewagę kosztową w porównaniu z waflami monokrystalicznymi i dlatego są szerzej stosowane. Jednak chemia alkaliczna stosowana do teksturowania wafli monokrystalicznych nie działa dobrze w przypadku wafli multikrystalicznych ze względu na obecność różnych orientacji ziarna. Opracowano alternatywną chemię kwasową opartą na HF i HNO3, aby usunąć uszkodzenia piły i jednocześnie teksturować wafle multikrystaliczne [17,18]. Teksturowanie na bazie roztworów kwasowych działa w temperaturach poniżej temperatury pokojowej, a tym samym prowadzi do zmniejszonej emisji gazów reakcyjnych, mniejszego wytwarzania ciepła, większej stabilności roztworu trawiącego i lepszej kontroli szybkości trawienia [18]. Porównanie teksturowania alkalicznego i teksturowania kwaśnego dla wafli multikrystalicznych przedstawiono na rysunku 7.

Rysunek 7. Porównanie teksturowania alkalicznego i kwaśnego wafli multikrystalicznych. Dla porównania pokazano również krzywe odbicia po osadzeniu SiNx:H [17].
Kwaśny proces teksturowania wielokrystalicznych wafli można przeprowadzić w znacznie skróconym czasie w porównaniu z zasadowym procesem teksturowania, a zatem można go wdrożyć w konfiguracji „w linii”, w której wafle przechodzą przez wałki zanurzone w kąpieli trawiącej. Reprezentatywny obraz procesu inline wraz z typowym procesem teksturowania kwasowego pokazano na rysunku 8. W przypadku konfiguracji z pięcioma liniami, narzędzie inline może mieć przepustowość do 4000 wafli/h. Należy zauważyć, że powierzchnia wafla skierowana w dół w roztworze trawiącym ma lepszą teksturę niż górna strona i jest „słoneczną stroną” do dalszego przetwarzania. Kwaśny proces teksturowania prowadzi do powstania na teksturowanej powierzchni krzemu porowatego, który pochłania światło, a także zwiększa rekombinację powierzchni [18]. Stąd krzem porowaty usuwa się za pomocą rozcieńczonego roztworu alkalicznego. Następnie przeprowadza się czyszczenie kwasem (HF+HCl) w celu usunięcia tlenków i zanieczyszczeń metalicznych z powierzchni płytek.

Rysunek 8.(a) Reprezentatywny proces inline z pięcioma liniami i (b) przebieg procesu kwaśnego teksturowania dla płytek multikrystalicznych.
Należy zauważyć, że omówiony powyżej proces kwaśnego teksturowania jest odpowiedni dla płytek wielokrystalicznych piłowanych drutem w zawiesinie (SWS). W ciągu ostatnich kilku lat, ze względu na korzyści technologiczne i ekonomiczne, cięcie drutem diamentowym (DWS) zastąpił cięcie szlamowe drutem [19]. Uszkodzenie piłą wafli multikrystalicznych SWS jest większe niż w przypadku wafli DWS, które mają głębokie proste rowki i znacznie gładszą powierzchnię niż wafle piłowane drutem szlamowym [19]. Uszkodzenia płytek SWS spowodowane piłą odgrywają ważną rolę w inicjowaniu procesu teksturowania, co nie występuje w przypadku płytek DWS.
Zaproponowano różne metody teksturowania wielokrystalicznych wafli DWS, które podsumowano w Tabeli 2 [20]. Dostrajając różne metody, można uzyskać współczynnik odbicia bliski 0% i stąd termin „czarny krzem” został użyty w procesie teksturowania płytek wielokrystalicznych DWS. RIE była pierwszą metodą wytwarzania czarnego krzemu i wykorzystuje sześciofluorek siarki (SF6) do reakcji z Si i gazami, takimi jak Cl2 i O2 w celu pasywacji i ograniczenia reakcji [20]. Ostatnio zademonstrowano komercyjne wielowarstwowe ogniwa słoneczne PERC o średniej wydajności 21,3% z procesem teksturowania opartym na RIE [21]. Jednak ponieważ RIE jest procesem opartym na próżni, przepustowość jest niska w porównaniu z typowym procesem inline, a ponadto wymagane jest dodatkowe przetwarzanie wstępne i przetwarzanie końcowe, aby usunąć odpowiednio uszkodzenia piły i uszkodzenia spowodowane bombardowaniem jonowym. W komercyjnym narzędziu wdrożono wariant metody RIE niewymagający próżni ani plazmy [22].
metoda
Odczynniki
Maska
Katalizator
Minimalny współczynnik odbicia (%)
Reaktywne trawienie jonowe (RIE) | SF6/O2, SF6/Cl2/O2, SF6/O2/CH4 | Żaden | Żaden | 4.0 |
Imersyjna implantacja plazmowa (PIII) | SF6/O2 | Żaden | Żaden | 1.8 |
Promieniowanie laserowe | CCI4, C2Cl3F3, SF6, Cl2, N2, powietrze | Żaden | Żaden | 2.5 |
Wytrawianie plazmowe | SF6 | Cząstki Ag nano | Żaden | 4.2 |
Wytrawianie chemiczne wspomagane metalem (MACE) | AgNO3/HF/HNO3 | Żaden | Ag, Au | 0.3 |
Trawienie elektrochemiczne | HF, EtOH, H2O | Żaden | Żaden | & lt;5,0 |
Tabela 2. Różne metody teksturowania wafli multikrystalicznych piłowanych drutem diamentowym [20].
Jednym z podejść do teksturowania wielokrystalicznych wafli DWS jest ulepszenie istniejącej chemii opartej na teksturowaniu kwasowym dodatkami [23,24,25]. Takie podejście może potencjalnie mieć niższy CoO w porównaniu z podejściem opartym na MACE [23]. Wykazano, że współczynnik odbicia takiego podejścia opartego na dodatkach jest podobny do konwencjonalnego rozwiązania izoteksturowania z wydajnością ogniw słonecznych 18,7% dla struktury opartej na Al-BSF [24].
Teksturowanie oparte na MACE jest podobne do konwencjonalnej metody trawienia kwasowego z dodatkowym etapem katalitycznego osadzania metalu. Przebieg procesu składa się z SDR, osadzania metalu katalizatora, trawienia chemicznego i obróbki końcowej. Wydajność 19,2% uzyskano dla komercyjnych ogniw wielo Al-BSF przy użyciu procesu teksturowania MACE typu wsadowego [26]. Zademonstrowano komercyjne narzędzie typu inline oparte na MACE z możliwością dostrojenia reflektancji w zakresie 12–23% i uzyskania średniej wydajności dla struktury Al-BSF i PERC odpowiednio 18,8 i 20,2% [27]. Reprezentatywne obrazy teksturowanej powierzchni opartej na procesie MACE pokazano na rysunku 9. Koszt posiadania (CoO) inline procesu MACE jest potencjalnie niższy w porównaniu z procesem MACE opartym na partiach, z możliwością dalszej redukcji poprzez recykling Ag z kąpieli teksturującej [27].

Rysunek 9. MACE teksturowane wielowarstwowe wafle DWS, (a) powierzchnia o Ravg=12% i (b) powierzchnia o Ravg=22% [27].
4.3 Izolacja krawędzi oparta na chemii mokrej
Obszar emitera w ogniwie słonecznym jest wytwarzany w procesie dyfuzji w wysokiej temperaturze (do omówienia w następnych rozdziałach). Podczas procesu dyfuzji na wafel osadza się szkło fosforokrzemianowe (PSG), które należy usunąć przed nałożeniem warstwy ARC. Jak pokazano na Figurze 10, po etapie dyfuzji, obszar typu n jest również obecny na krawędziach i tylnej stronie wafla. Warstwa typu n na krawędziach i tylnej stronie spowoduje zwarcie emitera z podłożem podstawowym, dlatego ważne jest wytrawienie tych obszarów i odizolowanie emitera na FS od podłoża podstawowego, jak pokazano na rysunku 10 (c).

Rysunek 10. Przetwarzanie płytki krzemowej po dyfuzji i izolacji krawędzi (a) Teksturowana płytka krzemowa, (b) Rozproszona płytka krzemowa, (c) Rozproszona płytka krzemowa po izolacji krawędzi.
Proces izolacji krawędzi można przeprowadzić w sposób inline podobny do procesu teksturowania omówionego w poprzedniej sekcji. Wyjątkiem w tym przypadku jest to, że substancja chemiczna powinna wytrawiać tylko tylną stronę i krawędzie bez interakcji z FS. Reprezentatywny obraz procesu izolacji krawędzi pokazano na rysunku 11. Należy zauważyć, że rolki znajdują się tylko od spodu, aby uniknąć kontaktu roztworu trawiącego z przednią stroną. Kolejne kroki po trawieniu RS są podobne do tych w maszynie do teksturowania w linii.

Rysunek 11. Reprezentatywny obraz ogniwa słonecznego w wannie z izolacją brzegową w linii.
5. Procesy cieplne do produkcji ogniw słonecznych
Procesy wysokotemperaturowe stanowią istotną część produkcji ogniw słonecznych. Przykładami takich procesów są tworzenie złącza pn przez dyfuzję, wypalanie styków sitodrukowych, aktywowanie warstw pasywacji powierzchni lub defekty wywołane procesem wyżarzania. W tej sekcji przedstawiono podstawowe zasady fizyczne procesu dyfuzji emiterów i chemicznego osadzania z fazy gazowej wspomaganego plazmą (PECVD).
5.1 Dyfuzja emitera
Dyfuzja emitera jest jednym z kluczowych etapów termicznych w przemysłowej produkcji ogniw słonecznych. Emiter typu n krystalicznych krzemowych ogniw słonecznych typu p powstaje w wyniku dyfuzji fosforu (P). W procesie dyfuzji płytki Si są przesyłane do pieca i poddawane działaniu chlorku fosforylu (POCl3) i O2 w temperaturze 800-900°C, co powoduje osadzanie się PSG na powierzchni płytek Si. Ten etap nazywa się osadzaniem wstępnym, w którym PSG [28] działa jako źródło domieszek fosforu (P), które dyfundują do płytki Si. Kolejnym krokiem jest wbicie, w którym następuje odcięcie dopływu gazów domieszkowych i dyfundowanie P z warstwy PSG w głąb płytki Si. Hannes et. [29] ilustruje, dla optymalnej wykonalności procesu dla zastosowań fotowoltaicznych, należy wziąć pod uwagę trzy różne efekty. Po pierwsze, indyfuzja P z PSG i jego obecność w stanie elektrycznie aktywnym i nieaktywnym w płytce Si, co zwiększa rekombinację Shockley-Read-Hall (SRH). Po drugie, przedostawanie się zanieczyszczeń do warstwy Si w kierunku warstwy PSG. Wreszcie, formowanie kontaktu metalu z emiterem Si domieszkowanym P powoduje odciągnięcie generowanej mocy.
Proces dyfuzji jest określany ilościowo na podstawie rezystancji warstwowej, która zależy od głębokości złącza pn i profilu stężenia P. Rezystancja powierzchniowa ma jednostki Ω/cm (zwykle mierzona jako Ω/□) i jest mierzona za pomocą czteropunktowego systemu sondy. Definicję rezystancji powierzchniowej przedstawiono w równaniu. (1).
gdzie R=opór przekroju prostokątnego (Ω);ρ=opór (Ω cm);l=długość przekroju prostokątnego (cm);A=powierzchnia przekroju prostokątnego (cm2);W=szerokość przekroju prostokątnego (cm );D=głębokość przekroju prostokątnego (cm) iρark=wytrzymałość dla danej głębokości (D), gdy l=W (Ω/□).
Wcześniejsze wartości rezystancji arkusza emitera wynosiły 30–60 Ω/□ przy głębokościach złącza pn>400 nm i wysokim stężeniu powierzchniowym P. Dzięki ulepszeniom w paście kontaktowej ze srebra (Ag) na przedniej stronie, rezystancja arkusza emitera mieści się teraz w zakresie 90–110 Ω/□ przy głębokości złącza około 300 nm i niższym stężeniu powierzchniowym P. Przejście na większą rezystancję arkusza pozwala wychwycić więcej światła w widmie UV i niebieskim, jednocześnie zmniejszając rekombinację powierzchni w celu poprawy Voc. Należy zauważyć, że proces dyfuzji zachodzi na FS (bezpośrednio wystawionym na działanie gazów), a także na krawędziach i RS. Jeśli proces izolacji krawędzi nie zostanie przeprowadzony (jak omówiono w rozdziale 4.3), emiter zostanie zwarty z podłożem.
Rysunek 12 przedstawia proces dyfuzji POCl3 w zamkniętym układzie rurek kwarcowych. POCl3 jest źródłem cieczy dostarczanym do rury procesowej przez barbotowanie jej gazem nośnym N2. Mieszając
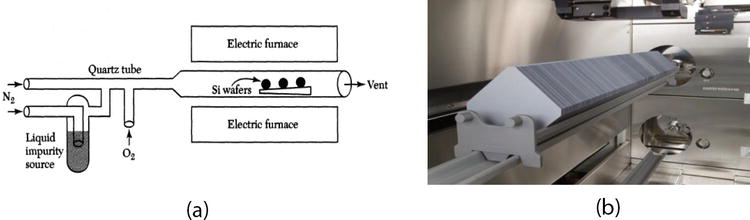
Rysunek 12.(a) Schematyczne przedstawienie procesu dyfuzji typu wsadowego oraz (b) reprezentatywny obraz urządzenia do dyfuzji typu wsadowego. Źródło: centrotherm GmbH.
Na powierzchni Si
Chlor, który jest produktem ubocznym podczas osadzania wstępnego, czyści wafle i rurkę kwarcową tworząc kompleksy z metalami. PSG jest używany jako źródło do wbijania atomów P w powierzchnię Si. Podczas procesu wprowadzania POCl3 jest wyłączany i dodawany jest tylko O2, aby zbudować cienką warstwę tlenku pod PSG, aby zwiększyć dyfuzję atomów P na powierzchnię Si.
Wewnątrz rury dyfuzyjnej znajduje się pięć stref grzewczych, jak pokazano na rysunku 13. Strefy to:
Strefa załadunku (LZ) – obszar, z którego wafle są ładowane do tuby.
Środkowa strefa załadunku (CLZ) — obszar pomiędzy strefą załadunku a strefą środkową.
Strefa środkowa (CZ) — obszar środkowy tuby.
Centralna strefa gazowa (CGZ) – obszar pomiędzy strefą centralną a strefą gazową.
Strefa gazowa (GZ) – obszar, z którego gazy wychodzą przez układ wydechowy.

Rysunek 13. Strefy grzewcze wewnątrz rurki dyfuzyjnej.
Zazwyczaj temperatury każdej strefy grzewczej są dostosowywane w celu uzyskania równej rezystancji arkusza emitera dla wszystkich płytek na łodzi.
Środowisko procesu dyfuzji powinno być bardzo czyste, dlatego na rurki stosuje się materiał kwarcowy. Czystość rur i konserwacja obszaru załadunku również ma wpływ na wyniki procesu. Ponieważ w przypadku dyfuzji w fazie gazowej nie ma pozostałości w rurze, proces ten jest czystszy. Poprzez obciążenie połowy skoku w warunkach niskiego ciśnienia (LP) [31] można zwiększyć przepustowość. Zwykle 1000 wafli jest ładowanych w jednej rurze, a przy pięciu rurach dyfuzyjnych w systemie dyfuzyjnym typu wsadowego można osiągnąć przepustowość do 3800 wafli na godzinę w produkcji ogniw słonecznych.
W produkcji komercyjnej wykorzystano również inline system dyfuzyjny, w którym wafle transportowane są na taśmie z kwasem fosforowym jako źródłem domieszek P [32]. Jednak w porównaniu z procesem inline, proces wsadowy jest bardziej czysty, efektywny i wydajny. W przypadku ogniw słonecznych typu n lub zaawansowanych koncepcji ogniw słonecznych, takich jak PERT, dyfuzja wsadowa typu p opiera się na źródłach domieszek boru (B), takich jak tribromek boru (BBr3) [33,34].
5.2 Osadzanie powłoki antyrefleksyjnej (ARC)
Czysta powierzchnia Si odbija> 30% padającego światła. Jak omówiono w sekcji 4, proces teksturowania poprawia przechwytywanie światła. Pożądane jest dalsze zmniejszenie współczynnika odbicia, który uzyskuje się przez osadzanie warstwy ARC. TiOx był jednym z najwcześniejszych materiałów stosowanych jako warstwa ARC w ogniwach słonecznych, jednak ponieważ nie był w stanie zapewnić odpowiedniej pasywacji powierzchni, został ostatecznie zastąpiony przez SiNx:H [37]. Wyhodowany termicznie tlenek krzemu (SiO2) został również wykorzystany jako materiał pasywujący w bijących rekordy prędkościach ogniwach PERL z pasywowanym emiterem [37]. Wysoki budżet cieplny i długi czas procesu sprawiły, że pasywacja na bazie SiO2 nie nadaje się do masowej produkcji ogniw słonecznych [37]. Wyczerpujący przegląd różnych materiałów ARC i pasywacji do zastosowań w ogniwach słonecznych omówiono w [37].
Proces chemicznego osadzania z fazy gazowej wspomaganego plazmą (PECVD) nadaje się do osadzania warstwy ARC z SiNx:H, która nie tylko zmniejsza odbicie, ale także pasywuje przedni emiter typu n i masę, poprawiając w ten sposób wydajność ogniwa słonecznego [36, 37]. Schemat systemu PECVD typu wsadowego pokazano na Rysunku 14. Wafle są ładowane do łodzi grafitowej z przednimi stronami skierowanymi do siebie. Plazma RF oparta na gazach procesowych amoniak (NH3) i silanie (SiH4) pracująca w temperaturze 400–450°C osadza uwodornioną warstwę SiNx:H zgodnie z perEq. (4)[35]. Wodór zawarty w warstwie SiNx:H dyfunduje do masy podczas etapu wypalania (omówionego w następnej sekcji) i pasywuje zwisające wiązania, aby poprawić wydajność ogniwa słonecznego [36, 37].

Rysunek 14.(a) Schemat ideowy procesu PECVD typu wsadowego dla osadzania SiNx:H oraz (b) łódka grafitowa do ładowania płytek Si w piecu PECVD.
Współczynnik załamania (RI) warstewki SiNx:H jest kontrolowany przez stosunek SiH4/NH3gas, natomiast grubość zależy od czasu osadzania. ARC oparty na SiNx:H może zminimalizować odbicie dla pojedynczej długości fali, a grubość fali jest podana przez [38],
gdzie=grubość warstwy SiNx:H ARC,λ0=długość fali padającego światła andn1=współczynnik załamania warstwy SiNx:H.
W oparciu o tę zależność ARC jest również określane jako „ARC o ćwiartce długości fali”. W przypadku ogniw słonecznych RI i grubość dobiera się tak, aby zminimalizować odbicie przy długości fali 600 nm, ponieważ jest to szczyt widma słonecznego. Grubość i RI ARC dobiera się jako średnią geometryczną materiałów po obu stronach, tj. szkło/powietrze i Si. Typowa grubość SiNx:H ARC wynosi 80-85 nm z RI 2,0-2,1, co nadaje ogniwie słonecznemu kolor od niebieskiego do fioletowo-niebieskiego. Reprezentatywny obraz teksturowanego wielokrystalicznego ogniwa słonecznego osadzonego za pomocą SiNx:H pokazano na rysunku 15 (a), podczas gdy zmienność koloru SiNx: H na podstawie jego grubości pokazano na rysunku 15 (b). Należy zauważyć, że istnieje zależność od tekstury powierzchni i koloru ARC dla danych parametrów osadzania. Istnieje wiele modułów słonecznych, w których kolor ogniw słonecznych jest ciemniejszy niż typowy kolor niebieski. Typowy etap osadzania ARC w linii produkcyjnej ogniw słonecznych składa się z dwóch systemów PECVD, każdy z czterema rurkami i przepustowością do 3500 wafli/h.

Rysunek 15.(a) Reprezentatywny obraz wielokrystalicznego ogniwa słonecznego pokrytego SiNx:H, (b) zmienność warstwy SiNx:H w zależności od jej grubości.
SiNx:H nie nadaje się do pasywacji Si typu p, a zatem dielektryki, takie jak Al2O3, są używane do pasywacji RS w architekturze ogniw, takiej jak ogniwa PERC [8] lub do emiterów typu p w ogniwach słonecznych typu n. W przypadku ogniw słonecznych PERC warstwa pasywująca Al2O3 jest pokryta warstwą SiNx:H, aby chronić ją przed pastą Al podczas procesu wypalania, a także służy jako wewnętrzny reflektor dla światła o dużej długości fali. Dostępne są komercyjne systemy oparte na PECVD i atomowej depozycji warstwowej (ALD) do osadzania Al2O3 z przepustowością do 4800 wafli/h [39].
6. Metalizacja i charakterystyka ogniw słonecznych
6.1 Metalizacja oparta na sitodruku
Ostatnim etapem przetwarzania przy produkcji ogniw słonecznych jest metalizacja FS i RS w celu pobrania energii przy minimalnych stratach rezystancyjnych. Ag jest dobrym materiałem kontaktowym dla emitera typu n, podczas gdy Al ma bardzo dobry kontakt z podłożem typu p. Kombinacja pasty Ag/Al jest używana do drukowania nakładek na RS, aby ułatwić wzajemne połączenie ogniw słonecznych w module. Sitodruk to prosty, szybki i stale ewoluujący proces metalizacji ogniw słonecznych.
Schematyczne przedstawienie procesu sitodruku pokazano na Figurze 16. Sitodruki mają powleczoną emulsją siatkę ze stali nierdzewnej z otworami zgodnie z pożądanym wzorem metalizacji, jak pokazano na Figurze 17(a). Pasta metalowa jest rozprowadzana po sicie poprzez zalewanie i ruch rakli, który osadza pastę na ogniwie słonecznym w oparciu o wzór sita. Oderwanie to odległość ekranu i ogniwa słonecznego. Nacisk rakli i odległość odrywania to krytyczne parametry, które determinują nałożenie pasty i geometrię palców Ag FS.

Rysunek 16.Ilustracja procesu sitodruku do metalizacji ogniw słonecznych.

Rysunek 17.(a) Siatka emulsyjna z otworem na palec do drukowania FS Ag [40] i (b) reprezentatywny wzór metalizacji FS.
Typowe nakładanie pasty dla wkładek Ag/Al RS, RS Al i FS Ag wynosi odpowiednio 35–45 mg, 1,1–1,4 g i 100–120 mg, odpowiednio dla 6-calowego multikrystalicznego ogniwa słonecznego Al-BSF. Przykładowy wzór metalizacji Ag FS pokazano na Figurze 17(b). Otwarcie palca Ag zmniejszyło się do poniżej 30 μm, podczas gdy obecnie coraz częściej stosuje się 5 szynoprzewodów. Przy takim parametrze ekranu i dobrym rozłożeniu pasty należy uzyskać spójne FF wynoszące>80% dla ogniw słonecznych Al-BSF ze stratą zacienienia optycznego&6%.
6.2 Suszenie i szybkie wypalanie past metalizacyjnych
Pasty metalizujące składają się z proszku metalicznego, rozpuszczalników i spoiw organicznych. W przypadku pasty FS Ag, pasta zawiera również frytę szklaną podczas trawienia warstwy SiNx:H i stykania się z emiterem typu n [41]. Pasty metalowe są suszone po drukowaniu, a na koniec przesyłane do pieca do szybkiego wypalania w celu spiekania i tworzą kontakt RS Al-BSF i FS Ag. Przykład takiego pieca do szybkiego wypalania z profilem temperatury pokazano na rysunku 18. Proces spiekania palcowego FS Ag zilustrowano na rysunku 19. Gdy ogniwo słoneczne przechodzi przez piec do szybkiego wypalania, spoiwa organiczne są spalane, a następnie topione fryty szklanej i wreszcie tworzenie krystalitów Ag stykających się z emiterem typu n. Profil wypalania należy dostroić w oparciu o określone rodzaje past metalizacyjnych i profil dyfuzji emitera. Na przykład, szczytowa temperatura wypalania może być niska, aby nie utworzyć dobrego kontaktu omowego na FS, podczas gdy zbyt wysoka temperatura może prowadzić do dyfuzji Ag przez złącze i bocznikowania złącza pn. Obraz kompletnego multikrystalicznego ogniwa słonecznego Al-BSF pokazano na rysunku 20.

Rysunek 18.(a) Przykład pieca do wypalania do spiekania metalowych styków i (b) przykładowy profil temperatury pieca do wypalania. Źródło: centrotherm GmbH.

Rysunek 19.Ilustracja procesu wypalania. (a) Wypalanie spoiw organicznych, (b) topienie fryty szklanej trawiącej SiNx:H oraz (c) tworzenie krystalitów Ag na granicy faz emitera.

Rysunek 20.(a) FS kompletnego ogniwa słonecznego i (b) RS kompletnego ogniwa słonecznego.
6.3 Metalizacja front-side oparta na poszyciu
Koszty różnych czynników w przetwarzaniu ogniw słonecznych spadły na przestrzeni lat, podczas gdy udział frontu Ag jest nadal najbardziej znaczący [42]. Wykonano wiele pracy, aby zastąpić Ag metalem alternatywnym, takim jak miedź (Cu), który ma wartość przewodnictwa bardzo zbliżoną do Ag, a także oferuje potencjalną znaczną przewagę kosztową [43,44]. Cu ma wysoką dyfuzyjność i rozpuszczalność w Si, a zatem warstwa barierowa, taka jak nikiel (Ni), jest osadzana na Si przed powlekaniem Cu [42]. Platerowanie indukowane światłem (LIP), które wywodzi się z platerowania konwencjonalnego, wykorzystuje efekt fotowoltaiczny światła do powlekania pożądanego metalu i ma wiele zalet w porównaniu z platerowaniem konwencjonalnym [43,44].
Metalizacja front-side oparta na Ni-Cu wymaga dodatkowego etapu modelowania front-side ARC w przeciwieństwie do metalizacji opartej na pastach Ag, a w większości przypadków również dodatkowego etapu spiekania Ni w celu zmniejszenia rezystancji styku i dobrej przyczepności stosu metalu [42] ]. Komercyjne ogniwa słoneczne mc-Si cięte DWS oparte na stosie platerowanym Ni-Cu-Ag zostały zademonstrowane z szerokością palca 22μm, współczynnikiem kształtu zbliżonym do 0,5 i podobną wydajnością jak w przypadku referencyjnych ogniw słonecznych na bazie Ag z nadrukiem sitowym [45 ].
Ciągłe doskonalenie past Ag FS wraz z prostotą, niezawodnością i wysoką wydajnością procesu sitodruku utrudniło metalizacji opartej na Ni-Cu konkurowanie z metalizacją FS opartą na Ag. Jednak koncepcje wysokiej wydajności ogniw słonecznych, takie jak dwufazowe ogniwa słoneczne z heterozłączem, w których Cu może być bezpośrednio powlekany na przezroczystym przewodzącym tlenku, proces powlekania jest uproszczony i wymaga tylko jednego narzędzia [39]. Podobnie koncepcje o wysokiej wydajności, które wymagają zmniejszonej ilości metalu, mogą to samo osiągnąć przy użyciu metalizacji opartej na platerowaniu [42,46].
6.4 IV testowanie i charakterystyka ogniw słonecznych
Ostatnim krokiem jest IV testowanie kompletnych ogniw słonecznych zgodnie ze standardowymi warunkami testowymi (STC), tj. AM 1,5G, 1000W/m2 za pomocą symulatora słonecznego klasy AAA. Przykład sondowania FS ogniwa słonecznego pokazano na Rysunku 21. Typowe parametry uzyskane z testera IV przedstawiono w Tabeli 3. Testery IV posiadają wiele parametrów charakteryzacyjnych, które mogą być pomocne w diagnostyce wad ogniwa słonecznego. Reprezentatywny obraz elektroluminescencyjny (EL) i termiczny IR ogniwa słonecznego z pewnymi defektami pokazano na rysunkach 22(a)-(c). Obraz EL dobrego ogniwa słonecznego o jednolitej intensywności pokazano na rysunku 22 (a), podczas gdy w przypadku ogniwa słonecznego, w którym palce FS nie są drukowane równomiernie, ciemniejszy kontrast można zobaczyć na rysunku 22 (b). ) przedstawia termiczny obraz w podczerwieni ogniwa słonecznego z zlokalizowanym bocznikiem, który został utworzony podczas jednego z etapów przetwarzania. Na koniec ogniwa słoneczne są sortowane w różnych pojemnikach wydajnościowych w oparciu o wybraną klasyfikację.

Rysunek 21.IV Pomiar sondowania FS do charakteryzacji ogniw słonecznych.
Parametr
Komentarze
Voc(V) | Dobre ogniwa słoneczne mc-Si Al-BSF mają wartość> 0,635 V35 |
Isc(A) | Dobre ogniwa słoneczne mc-Si Al-BSF mają wartość> 9,0 A |
FF (%) | Dobre ogniwa słoneczne mc-Si Al-BSF mają wartość>80% |
Wydajność (%) | Dobre ogniwa słoneczne mc-Si Al-BSF mają wartość> 18,6% |
Vmpp(V) | Odpowiadające napięcie w punkcie maksymalnej mocy |
Impp(A) | Odpowiadający prąd w punkcie maksymalnej mocy |
Rs(Ω) | Dobre ogniwa słoneczne mc-Si Al-BSF mają wartość<1,5> |
Rcii(Ω) | Dobre ogniwa słoneczne mc-Si Al-BSF mają wartość>100Ω |
Iobrót silnika(A) | Prąd wsteczny przy napięciu -12V powinien wynosić<0,5 a="" dla="" dobrych="" ogniw=""> |
Rezystancja FS BB-BB (Ω) | Opór mierzony między kulkami na FS |
Rezystancja RS BB-BB (Ω) | Opór mierzony między kulkami na RS |
Tabela 3. Parametry charakteryzujące ogniwo słoneczne uzyskane z pomiaru IV.

Rysunek 22.(a) Obraz EL dobrego ogniwa słonecznego, (b) Obraz EL ogniwa słonecznego z niejednorodnością w drukowaniu palca Ag oraz (c) termiczny obraz IR ogniwa słonecznego wskazujący na obecność zlokalizowanych boczników.
7. Przyszłe trendy
DWS stał się standardem dla płytek monokrystalicznych, podczas gdy oczekuje się, że udział w rynku>80% do 2022 r. dla płytek multikrystalicznych [2]. Oczekuje się, że do tego czasu SWS dla płytek multikrystalicznych zostanie wycofane. Dzięki DWS strata na szczelinie wyniesie również<80μm do="" 2022="" r.,="" co="" z="" kolei="" zmniejszy="" zużycie="" poli-si="" na="" wafel="" poniżej="" 15g.="" oczekuje="" się,="" że="" projekt="" 3bb="" dla="" styków="" przednich="" zostanie="" wycofany="" do="" 2020="" r.,="" przy="" 50%="" udziale="" projektu="" 5bb.="" przewiduje="" się,="" że="" dzięki="" ciągłym="" udoskonaleniom="" past="" i="" sit="" ag,="" szerokość="" palca="" fs="" zmniejszy="" się="" do="" 30="" μm="" do="" 2022="" r.="" narzędzia="" do="" obróbki="" chemicznej="" na="" mokro="" przekroczyły="" wydajność="" 8000="" wafli="" na="" godzinę="" w="" 2018="" r.="" i="" do="" 2020="" r.="" będą="" dotykać="" 9="" 000="" wafli="" na="" godzinę.="" osiągnęły="" przepustowość="" 5000="" wafli/godz.="" w="" 2018="" r.="" i="" oczekuje="" się,="" że="" przekroczą="" 7000="" wafli/godz.="" do="" 2020="" r.="" oczekuje="" się,="" że="" sekcja="" metalizacji="" i="" testowania/sortowania="" iv="" będzie="" miała="" przepustowość&7000="" wafli/godz.="" do="" 2022="">
Oczekuje się, że technologia ogniw oparta na Al-BSF, która ma udział w rynku>60% w 2018 r., zmniejszy się do<20% do="" 2025="" r.="" kładąc="" większy="" nacisk="" na="" koncepcje="" wysokowydajnych="" ogniw="" słonecznych,="" udział="" perc="" oczekuje="" się,="" że="" technologia="" wyniesie="">50% do 2022 r. Oczekuje się, że wydajność produkcji mono PERC wyniesie>22% do 2022 r., podczas gdy w przypadku wielu kontrolerów PERC powinna osiągnąć w tym samym czasie 21%. Ważnym aspektem związanym z multi-PERC jest łagodzenie problemu opartego na LeTID w celu zminimalizowania utraty wydajności po zainstalowaniu modułów w terenie. Ogniwa Si HJ o sprawności> 22% w 2018 r. po oczekiwaniu osiągnięcia stabilnej sprawności 23% do 2020 r., z udziałem w rynku około 10% do 2022 r. Wysokowydajne ogniwa bifacial z dodatkową zaletą korzystania z energii słonecznej Oczekuje się, że do 2022 r. promieniowanie z tylnej strony będzie miało 20% udział w rynku. Oczekuje się, że do 2020 r. ogniwa słoneczne typu N z tylnym stykiem przekroczą 24% wydajności.
8. Wnioski
Ogniwa słoneczne Si stały się ważną częścią domeny energii odnawialnej w ciągu ostatnich dziesięcioleci dzięki dojrzałym technologiom produkcyjnym. Wafle multikrystaliczne typu P stały się podstawą produkcji ogniw słonecznych. Jednak wraz z wyższą wydajnością i malejącymi kosztami produkcji, monokrystaliczne ogniwa słoneczne również zyskały znaczny udział i oczekuje się, że w najbliższej przyszłości będą ściśle konkurować z waflami multikrystalicznymi. W przypadku standardowej technologii Al-BSF, 19 i 20% stało się wzorcem odpowiednio dla multikrystalicznych i monokrystalicznych ogniw słonecznych. Ogniwa mono-PERC i multi-PERC osiągnęły ustabilizowaną wydajność odpowiednio 21,5 i 20%. Ponadto PERC zapewnia również prostsze podejście do bifacial ogniw słonecznych dzięki zastosowaniu wzoru siatki na RS zamiast pełnego kontaktu powierzchniowego. Wysokowydajne ogniwa słoneczne typu n i bifacial mają udział w rynku wynoszący<10%, który="" ma="" wzrosnąć="" w="" przyszłości.="" technologie="" produkcyjne="" znacznie="" dojrzały="" w="" ciągu="" ostatnich="" kilku="" lat,="" wprowadzając="" dalsze="" ulepszenia="" mające="" na="" celu="" zwiększenie="">
Podziękowanie
Autorzy dziękują kolegom z RCT Solutions GmbH, od których zaczerpnięto część treści do rozdziału. Mehul C.Raval chciałby podziękować koledze Jimowi Zhou za dyskusje na temat teksturowania czarnego krzemu.





