






Źródło: ee.co.za
Nowoczesne słoneczne urządzenia fotowoltaiczne są zaprojektowane do niezawodnej pracy przez cały okres użytkowania produktu. Pomimo tego nadal występują wady produkcyjne i przedwczesne awarie, które mogą wpływać na działanie produktu.
Niezawodność i jakość zostały zaprojektowane i wbudowane w nowoczesne słoneczne urządzenia fotowoltaiczne. Techniki masowej produkcji, choć kontrolowane, i słaba kontrola jakości mogą nadal wprowadzać wady produkcyjne do produktu, a instalacja w terenie, a także transport mogą prowadzić do uszkodzeń, które mogą skrócić żywotność produktów.
Jednym z kluczowych czynników zmniejszających koszty systemów fotowoltaicznych jest zwiększenie niezawodności i żywotności modułów fotowoltaicznych. Dzisiejsze statystyki pokazują wskaźniki degradacji mocy znamionowej modułów fotowoltaicznych z krzemu krystalicznego na poziomie 0,8% / rok [1]. Chociaż nowoczesne produkty zostały zaprojektowane z myślą o użyciu materiałów wyższej jakości i zmechanizowanej produkcji, konkurencja cenowa spowodowała, że do produkcji paneli zastosowano cieńszy i mniejszy materiał. Ponadto istnieją dowody na to, że niektórzy producenci wrócili do stosowania materiałów o niższej jakości w celu obniżenia cen.
Przedwczesna awaria paneli może mieć poważny wpływ finansowy na instalacje fotowoltaiczne, ponieważ głównym kosztem cyklu życia jest kapitał. Awaria modułu PV to efekt, który albo obniża moc modułu, który nie jest odwracany podczas normalnej pracy, albo stwarza problem bezpieczeństwa.
Kwestia czysto kosmetyczna, która nie ma żadnej z tych konsekwencji, nie jest uważana za awarię modułu fotowoltaicznego. Awaria modułu fotowoltaicznego ma znaczenie dla gwarancji, gdy występuje w warunkach normalnie występujących w module [1].
Zazwyczaj awarie produktów dzielą się na następujące trzy kategorie:
Awarie niemowląt
Awarie w wieku średnim
Awarie zużycia
Ryc. 1 pokazuje przykłady tych trzech rodzajów awarii modułów fotowoltaicznych. Oprócz tych awarii modułów, wiele modułów PV wykazuje natychmiastową degradację mocy (LID) natychmiast po instalacji. LID jest typem awarii, który występuje w każdym przypadku, a moc znamionowa wydrukowana na etykiecie modułu fotowoltaicznego jest zwykle korygowana przez spodziewaną znormalizowaną utratę mocy nasyconej z powodu tej awarii.
![Ryc. 1: Trzy typowe scenariusze awarii krystalicznych modułów fotowoltaicznych na bazie płytek półprzewodnikowych [1].](/Content/upload/2019377093/201912090943531667781.jpg)
Ryc. 1: Trzy typowe scenariusze awarii krystalicznych modułów fotowoltaicznych na bazie płytek półprzewodnikowych [1].
LID: degradacja wywołana światłem
PID: Potencjalnie indukowana degradacja
EVA: octan winylowo-etylenowy
J-box: Skrzynka przyłączeniowa
Awarie i awarie
Szczegółowe badania awarii eksploatacyjnych w całym okresie eksploatacji paneli nie są dostępne, ponieważ większość instalacji jest nowsza, a dostawcy niechętnie publikują takie dane. Raporty z badań śmiertelności niemowląt, tj. Awarii przy instalacji, podają liczby od 1 do 2% wszystkich zainstalowanych paneli [3]. Przeprowadzono kilka badań symulacyjnych z przyspieszonym czasem życia, ale na ograniczonej liczbie paneli.
BP Solar zgłosiło wskaźnik awaryjności 0,13% w ciągu ośmiu lat dla paneli Solarex c-Si, a Sandia National Laboratories przewidział współczynnik awarii na poziomie 0,05% rocznie na podstawie danych terenowych [4]. Są to jednak dane krótkoterminowe dotyczące wczesnych lat życia i nie są dostępne dane dotyczące awarii późnych lat życia w przypadku instalacji na dużą skalę.
Poważne wady i awarie
Awarie można podzielić na typy awarii związane z wydajnością i bezpieczeństwem. Awarie związane z bezpieczeństwem mogą spowodować uszkodzenie mienia lub obrażenia personelu. Awarie związane z wydajnością powodują utratę lub spadek mocy wyjściowej.
Wady występują w następujących obszarach:
Wafle lub ogniwa w krystalicznych produktach PV
Kapsułkowanie
Szklana podstawa
Wewnętrzne okablowanie
Rama i wyposażenie
Amorficzne warstwy w amorficznym PV
Awarie płytek lub komórek
Pogorszenie wydajności ogniwa jest normalne w całym okresie eksploatacji ogniwa i nie jest uważane za usterkę lub awarię, chyba że szybkość degradacji przekroczy normalne wartości graniczne. Większość uszkodzeń płytek lub ogniw to pękanie płytki i uszkodzenie połączeń i przewodów. Mniejsze usterki powstają w wyniku uszkodzenia powłoki antyrefleksyjnej (ARC) i korozji ogniwa. Indukowana światłem degradacja amorficznych paneli słonecznych jest znanym efektem i niekoniecznie jest uważana za awarię. Potencjalnie indukowana degradacja jest nowym zjawiskiem, które pojawiło się w wyniku coraz wyższych napięć stosowanych w systemach PV.
Delaminacja powłoki antyrefleksyjnej
Powłoka antyrefleksyjna (ARC) zwiększa przechwytywanie światła, a zatem zwiększa konwersję mocy modułu. Rozwarstwienie ARC ma miejsce, gdy powłoka antyrefleksyjna zejdzie z krzemowej powierzchni komórki. Nie jest to poważna wada, chyba że występuje duże rozwarstwienie [2]. Badania wykazały, że właściwości ARC są czynnikiem sprawczym w PID.
Pękanie komórek
Pęknięcia w modułach PV są wszechobecne. Mogą się rozwijać na różnych etapach życia modułu.
Zwłaszcza podczas produkcji lutowanie wywołuje duże naprężenia w ogniwach. Przenoszenie i wibracje podczas transportu mogą wywoływać lub rozszerzać pęknięcia [4]. Na koniec moduł w terenie podlega obciążeniom mechanicznym spowodowanym wiatrem (ciśnienie i wibracje) i śniegiem (ciśnienie).
Mikropęknięcia mogą być spowodowane lub zaostrzone przez:
Produkcja
Transport
Instalacja
Naprężenia eksploatacyjne (termiczne i inne)
Przez lata płytki krystaliczne powiększały się i zmniejszały, zwiększając ryzyko pękania i pękania. Pęknięcia w ogniwach słonecznych są prawdziwym problemem dla modułów fotowoltaicznych, ponieważ są one trudne do uniknięcia, a do tej pory zasadniczo niemożliwe do oszacowania pod względem wpływu na wydajność modułu w trakcie jego eksploatacji. W szczególności obecność mikropęknięć może mieć jedynie marginalny wpływ na moc nowego modułu, o ile różne części ogniw są nadal elektrycznie połączone.
W miarę starzenia się modułu i poddawania go naprężeniom termicznym i mechanicznym mogą powstawać pęknięcia. Powtarzający się względny ruch pękniętych części komórki może spowodować całkowite rozdzielenie, co w rezultacie spowoduje nieaktywne części komórki. W tym szczególnym przypadku możliwa jest jasna ocena strat mocy. W przypadku 60-ogniwowego modułu fotowoltaicznego 230 W utrata części ogniwa jest dopuszczalna, o ile utracona część jest mniejsza niż 8% powierzchni ogniwa [3].
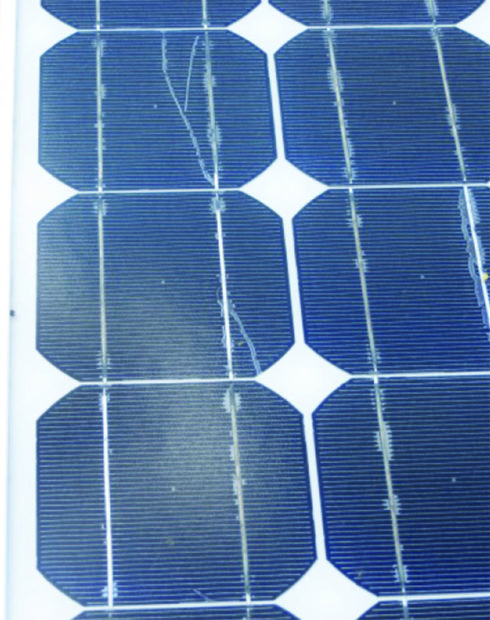
![Ryc. 2: Ślady ślimaków spowodowane mikropęknięciami w komórkach [1].](/Content/upload/2019377093/201912090951438045718.jpg)
Ryc. 2: Ślady ślimaków spowodowane mikropęknięciami w komórkach [1].
Mikropęknięcia to pęknięcia w krzemowym podłożu ogniw PV, które często nie są widoczne gołym okiem. W ogniwie słonecznym mogą powstawać pęknięcia o różnych długościach i orientacjach. Krojenie wafli, sznurowanie produkcji ogniw i proces osadzania podczas procesu produkcyjnego powodują pękanie komórek w ogniwach fotowoltaicznych. Proces ciągnienia ogniw słonecznych wiąże się ze szczególnie wysokim ryzykiem wprowadzania pęknięć [1].
Istnieją trzy różne źródła mikropęknięć podczas produkcji; każdy ma swoje własne prawdopodobieństwo wystąpienia:
Pęknięcia rozpoczynające się od taśmy łączącej ogniwo są spowodowane przez naprężenia szczątkowe wywołane przez proces lutowania. Pęknięcia te są często zlokalizowane na końcu lub punkcie początkowym złącza, ponieważ występuje największe naprężenie resztkowe. Ten typ pęknięcia jest najczęstszy.
Tak zwane pęknięcie krzyżowe, które jest spowodowane przez dociskanie maszyny do wafla podczas produkcji.
Pęknięcia zaczynające się od krawędzi komórki są spowodowane uderzeniem komórki o twardy przedmiot.
Gdy pęknięcia ogniw są obecne w module słonecznym, istnieje zwiększone ryzyko, że podczas działania modułu słonecznego krótkie pęknięcia ogniw mogą przekształcić się w dłuższe i szersze pęknięcia. Wynika to z obciążenia mechanicznego wywołanego przez obciążenie wiatrem lub śniegiem oraz obciążenia termomechanicznego modułów słonecznych z powodu zmian temperatury spowodowanych przelotnymi chmurami i zmianami pogody.
Mikropęknięcia mogą mieć różne pochodzenie i skutkować raczej „miękkimi” rezultatami, takimi jak zmniejszanie wydajności rozbijania części dotkniętej komórki do bardziej poważnych uderzeń obejmujących zmniejszenie prądu zwarciowego i wydajności ogniwa. Wizualnie mikropęknięcia mogą pojawiać się w postaci tzw. „Śladów ślimaków” na strukturze komórki. Ślady ślimaków - jako długoterminowy znak uderzenia - mogą być również wynikiem procesu chemicznego powodującego zmianę powierzchni komórki i / lub gorące punkty.
W zależności od wzoru pęknięć większych pęknięć, naprężenia termiczne, mechaniczne i wilgotność mogą prowadzić do „martwych” lub „nieaktywnych” części ogniw, które powodują utratę mocy wyjściowej z uszkodzonego ogniwa fotowoltaicznego. Martwa lub nieaktywna część ogniwa oznacza, że ta konkretna część ogniwa fotowoltaicznego nie przyczynia się już do całkowitej mocy wyjściowej modułu słonecznego. Gdy ta martwa lub nieaktywna część ogniwa fotowoltaicznego jest większa niż 8% całkowitej powierzchni ogniwa, doprowadzi to do strat mocy mniej więcej liniowo rosnących wraz z nieaktywnym obszarem ogniwa [1].
Pęknięcia potencjalnie rosną w dłuższym czasie działania, a tym samym zwiększają swój złośliwy wpływ na funkcjonalność i wydajność modułu fotowoltaicznego, potencjalnie wywołując również gorące punkty. Niewykryte mikropęknięcia mogą skutkować mniejszą niż przewidywana żywotnością pola. Różnią się wielkością, umiejscowieniem w komórce i jakością uderzenia.
Mikropęknięcia można wykryć w terenie przed instalacją i przez cały czas trwania projektu. Istnieją różne metody badania jakości w celu identyfikacji mikropęknięć, z których jednym z najczęściej stosowanych jest badanie elektroluminescencji (EL) lub elektroluminescencji (ELCD). Testy EL mogą wykryć ukryte defekty, które były wcześniej niemożliwe do wykrycia przez inne metody testowania, takie jak obrazowanie w podczerwieni (IR) za pomocą kamer termowizyjnych, charakterystyka VA i testy lampy błyskowej [1]. Niektórzy producenci zalecają regularną kontrolę zainstalowanych paneli przez cały okres użytkowania [3].
Błędy enkapsulacji
Panel słoneczny to „kanapka” zbudowana z różnych warstw materiałów (ryc. 3).
![Ryc. 3: Elementy modułu fotowoltaicznego [2].](/Content/upload/2019377093/201912091003467039614.jpg)
Ryc. 3: Elementy modułu fotowoltaicznego [2].
Materiały kapsułkujące służą do:
Odporny na ciepło, wilgoć, promieniowanie UV i cykl cieplny
Zapewniają dobrą przyczepność
Optycznie połącz szkło z komórkami
Elementy izolować elektrycznie
Kontroluj, zmniejszaj lub eliminuj wnikanie wilgoci
Najczęściej stosowanym materiałem do kapsułkowania jest octan winyloalkoholu etylowego (EVA). Awaria enkapsulanta może spowodować uszkodzenie lub uszkodzenie modułu fotowoltaicznego.
Awaria przyczepności
Adhezja między szkłem, warstwą kapsułkującą, warstwami aktywnymi i warstwami tylnymi może być zmniejszona z wielu powodów. Cienka folia i inne rodzaje technologii PV mogą również zawierać przezroczysty przewodzący tlenek (TCO) lub podobną warstwę, która może rozwarstwiać się z sąsiedniej warstwy szkła.
Zazwyczaj, jeśli przyczepność jest zmniejszona z powodu zanieczyszczenia (np. Niewłaściwe czyszczenie szyby) lub czynników środowiskowych, nastąpi rozwarstwienie, a następnie wnikanie wilgoci i korozja. Rozwarstwienie na interfejsach na ścieżce optycznej spowoduje odbicie optyczne (np. Do 4% straty mocy na pojedynczym interfejsie powietrze / polimer), a następnie utratę prądu (mocy) z modułów [1].
Produkcja kwasu octowego
Arkusze EVA reagują z wilgocią, tworząc kwas octowy, który przyspiesza proces korozji wewnętrznego komponentu elementów modułu PV. Może to również wynikać z procesu starzenia EVA i może atakować srebrne kontakty i wpływać na produkcję komórek. W przypadku przepuszczalnych arkuszy nie stanowi to problemu, ponieważ kwas octowy może się ulatniać. Jednak w przypadku nieprzepuszczalnych podkładów ta wada może z czasem powodować znaczne straty mocy.
Odbarwienie kapsułek
Spowoduje to pewną utratę transmisji, a tym samym zmniejszenie mocy. Odbarwienie jest spowodowane wybielaniem tlenu, więc przy oddychającym prześcieradle środek komórek odbarwia się, podczas gdy pierścienie zewnętrzne pozostają czyste. Może to nastąpić z powodu słabego sieciowania i / lub dodatków w preparacie EVA.
![Ryc. 4: Odbarwiona EVA [5].](/Content/upload/2019377093/201912091006247372733.jpg)
Ryc. 4: Odbarwiona EVA [5].
Bez koncentracji zauważenie przebarwienia zajmuje od pięciu do dziesięciu lat, a dłużej - znaczne zmniejszenie mocy wyjściowej. Odbarwiają się nie same EVA, ale dodatki w preparacie. Wada ta może uniemożliwić dotarcie światła do panelu [5].
Rozwarstwienie
Rozwarstwienie to oddzielenie enkapsulantu od szkła lub komórki. Delaminacja może odbywać się między superstrate (szkło), podłożem (back-sheet) i enkapsulantem lub między enkapsulantem a komórkami. Delaminacja z przedniej szyby może wystąpić z powodu słabej przyczepności EVA lub złych procedur czyszczenia szkła podczas procesu wytwarzania. Wada ta może uniemożliwić dotarcie światła do panelu. Problem może stać się poważniejszy, jeśli wilgoć gromadzi się w pustce i powoduje zwarcia w pobliżu drutów lutowniczych.
Delaminacja z komórki jest najprawdopodobniej spowodowana złym sieciowaniem lub zanieczyszczeniem powierzchni komórki. Wada ta może być poważna, ponieważ gdy w laminacie powstanie pęcherzyk powietrza, istnieje możliwość akumulacji wilgoci i zwarć. Rozwarstwienie z wkładki następuje, jeśli EVA nie przylega dobrze do wkładki podczas wytwarzania.
Nowe ścieżki i późniejsza korozja po rozwarstwieniu zmniejszają wydajność modułu, ale nie stanowią automatycznie problemu bezpieczeństwa. Jednak rozwarstwienie tylnego arkusza może umożliwić ekspozycję na aktywne komponenty elektryczne. Gdy moduł jest zbudowany ze szklanych arkuszy przedniej i tylnej, mogą występować dodatkowe naprężenia zwiększające rozwarstwianie i / lub pękanie szkła.
Wady arkusza
Arkusz tylny modułu służy zarówno do ochrony elementów elektronicznych przed bezpośrednim narażeniem na środowisko, jak i do zapewnienia bezpiecznej pracy w obecności wysokich napięć prądu stałego. Tylne arkusze mogą składać się ze szkła lub polimerów i mogą zawierać metalową folię.
Ryc. 5: Delaminacja (Rycroft).
Najczęściej tylny arkusz składa się ze struktury laminatu z wysoce stabilnym i odpornym na promieniowanie UV polimerem, często fluoropolimerem na zewnątrz, bezpośrednio wystawionym na działanie środowiska, wewnętrzną warstwą PET, a następnie warstwą kapsułkującą [1] .
Gdy zamiast tylnej ścianki zostanie użyte tylne szkło, może się nie powieść przez rozbicie. Jeśli moduł jest skonstruowany jako cienkowarstwowe urządzenie na tylnej ściance (podłoże CIGS), stanowi to znaczące zagrożenie bezpieczeństwa oprócz znacznej lub, co bardziej prawdopodobne, całkowitej utraty mocy dla tego modułu. Wzdłuż pęknięć może występować niewielka szczelina i pewne napięcie, które jest w stanie wytworzyć i podtrzymać łuk elektryczny.
Jeśli dzieje się to w połączeniu z awarią diody obejściowej, całe napięcie systemowe może być obecne w poprzek szczeliny, tworząc duży i trwały łuk, który prawdopodobnie stopi szkło, prawdopodobnie powodując pożar. Gdyby jednak tylna tafla szkła pękła w typowym krystalicznym module Si, nadal istniałaby warstwa enkapsulantu zapewniająca niewielką miarę izolacji elektrycznej.
Rozwarstwienie z EVA może wystąpić z powodu złej przyczepności między EVA a płytą tylną lub jeśli warstwa przylepna płyty tylnej zostanie uszkodzona przez ekspozycję na promieniowanie UV lub wzrost temperatury.
Żółknięcie przedniej strony jest spowodowane degradacją polimeru stosowanego do promowania adhezji specyficznej warstwy tylnej do kapsułkującego. Żółknięcie często wiąże się z pogorszeniem właściwości mechanicznych. W przypadku tej wady prawdopodobne jest, że tylna strona może się rozwarstwić i / lub pęknąć [3].
Żółknięcie po stronie powietrza jest oznaką wrażliwości na promieniowanie UV, którą można przyspieszyć w wysokich temperaturach. Wada ta występuje również w niektórych płytach tylnych w wyniku degradacji termicznej. Żółknięcie często wiąże się z pogorszeniem właściwości mechanicznych. W przypadku tej wady prawdopodobne jest, że tylna strona może się rozwarstwić i / lub pęknąć [3].
Hotspoty
Gorące miejsce nagrzewa się w module, gdy jego prąd roboczy przekracza zredukowany prąd zwarciowy (I sc ) zaciemnionego lub wadliwego ogniwa lub grupy ogniw. Kiedy taki stan wystąpi, dotknięta komórka lub grupa komórek jest zmuszona do odwrotnego uprzedzenia i musi rozproszyć moc.
![Ryc. 6: Krystaliczne krzemowe ogniwa słoneczne połączone szeregowo ze wstążką z zakładkami [6].](/Content/upload/2019377093/201912090943573855703.jpg)
Ryc. 6: Krystaliczne krzemowe ogniwa słoneczne połączone szeregowo ze wstążką z zakładkami [6].
Jeśli rozpraszanie mocy jest wystarczająco wysokie lub wystarczająco zlokalizowane, ogniwo o odwróconej tendencji może się przegrzać, powodując stopienie lutu i / lub krzemu oraz pogorszenie stanu kapsułki i warstwy spodniej [5].
Awarie taśmy przewodzącej i połączeń
Ogniwa słoneczne są wyposażone w dwa podstawowe elementy, przedni i tylny kontakt, umożliwiając dostarczanie prądu do obwodu zewnętrznego. Prąd jest przenoszony przez listwy buss, które są przylutowane do styków przednich i tylnych. Awaria taśmy sznurkowej wiąże się z utratą mocy wyjściowej. Przerwy między połączeniami występują w wyniku rozszerzalności cieplnej i kurczenia lub powtarzających się naprężeń mechanicznych. Co więcej, grubsza wstążka lub załamania na wstążce przyczyniają się do zerwania połączeń i skutkują zwartymi ogniwami i otwartymi obwodami ogniw.
Krytyczną częścią modułu są połączenia lutowane. Składają się z wielu połączonych ze sobą materiałów, w tym lutu, szyny zbiorczej, taśmy i płytki krzemowej. Materiały te mają różne właściwości termiczne i mechaniczne. Podczas łączenia zespół rozwija problemy z niezawodnością termomechaniczną, które są spowodowane różnicami współczynnika rozszerzalności cieplnej łączonych materiałów. Lut zapewnia połączenie między elektrodą a taśmą.
Temperatura modułu fotowoltaicznego zmienia się w zależności od lokalnej pogody, co z kolei wpływa na szybkość degradacji połączeń lutowanych. W analizie modelowania predykcyjnego w ciągu życia stwierdzono, że dla tego samego rodzaju modułów fotowoltaicznych c-Si znajdujących się w różnych warunkach pogodowych czas życia był najkrótszy na pustyni, a następnie w tropikach.
Chociaż zastosowanie procesu lutowania w montażu ogniw słonecznych w modułach fotowoltaicznych ma tę zaletę, że daje produkty o wysokiej niezawodności przy minimalnych kosztach produkcji, technologia występuje w wysokiej temperaturze z nieodłącznym potencjałem do wytworzenia naprężeń ścinających w płytce krzemowej. Awaria i degradacja połączeń lutowanych powoduje wzrost rezystancji szeregowej, co prowadzi do utraty mocy.
Czas życia modułu
Wszystkie powyższe usterki przyczyniają się do degradacji i ostatecznego uszkodzenia paneli fotowoltaicznych. Moduły fotowoltaiczne mają trwać 20 lat lub dłużej, a nowe moduły przechodzą przyspieszone programy testowe, które symulują wpływ ciepła, wilgotności, zmiany temperatury, promieniowania UV i innych czynników [5]. Wyniki programów testowych przeprowadzonych przez Kohla pokazano na ryc. 7 [7].
![Ryc. 7: Testy przyspieszonego starzenia na komercyjnych modułach c-Si [7].](/Content/upload/2019377093/201912091011164862197.jpg)
Ryc. 7: Testy przyspieszonego starzenia na komercyjnych modułach c-Si [7].
Znormalizowany poziom mocy 0,8 jest zwykle traktowany jako koniec okresu eksploatacji panelu fotowoltaicznego. Z krzywych testowych widać, że panele pogarszają się szybko po tym punkcie.
Na początku lat 90. typowe były dziesięcioletnie gwarancje. Obecnie prawie wszyscy producenci oferują gwarancje od 20 do 25 lat. Ale 25-letnia gwarancja nie oznacza, że projekt jest chroniony. Należy zadać następujące pytania:
Czy dostawca modułu będzie dostępny za 15 lat, gdy pojawią się problemy?
Czy dostawca finansuje rachunek powierniczy, aby zapewnić, że jeśli go nie będzie, projekt będzie chroniony?
Czy dostawca po prostu polega na testach kwalifikacyjnych IEC, aby twierdzić o długoterminowej trwałości?
Jeśli dostawca istnieje dopiero od pięciu lat, jak może twierdzić, że moduły działają przez 25 lat?
Wydłużenie okresu gwarancji jest obiecujące, ale inwestor lub deweloper musi dokładnie przeanalizować dostarczającą je firmę [4].
Bibliografia
[1] IEA: „ Przegląd awarii modułów fotowoltaicznych ”, zewnętrzny raport końcowy zadania 13, IEA-PVPS, marzec 2014 r.
[2] Dupont: „ Przewodnik po zrozumieniu wad paneli słonecznych: od produkcji do modułów obiektowych”, www.dupont.com
[3] M Kontges, i in .: „ Statystyka pęknięć krystalicznych modułów fotowoltaicznych ”, 26. Europejska Konferencja i Wystawa Fotowoltaicznej Energii Słonecznej, 2011.
[4] E Fitz: „ Najważniejszy wpływ niezawodności modułu fotowoltaicznego ”, Renewable Energy World, marzec 2011 r.
[5] J Wolgemuth i in .: „ Tryby awarii krystalicznych modułów Si ”, Warsztat niezawodności modułów PV 2010.
[6] M Zarmai: „ Przegląd technologii połączeń dla ulepszonego zestawu modułów fotowoltaicznych z ogniw słonecznych z krzemu krystalicznego ”, Applied Energy, 2015.
[7] M Koehl i in .: Niezawodność PV (klaster II): Wyniki niemieckiego czteroletniego wspólnego projektu - Część I, wyniki testów przyspieszonego starzenia i modelowania degradacji, 25. EU-PVSEC, 2010.





